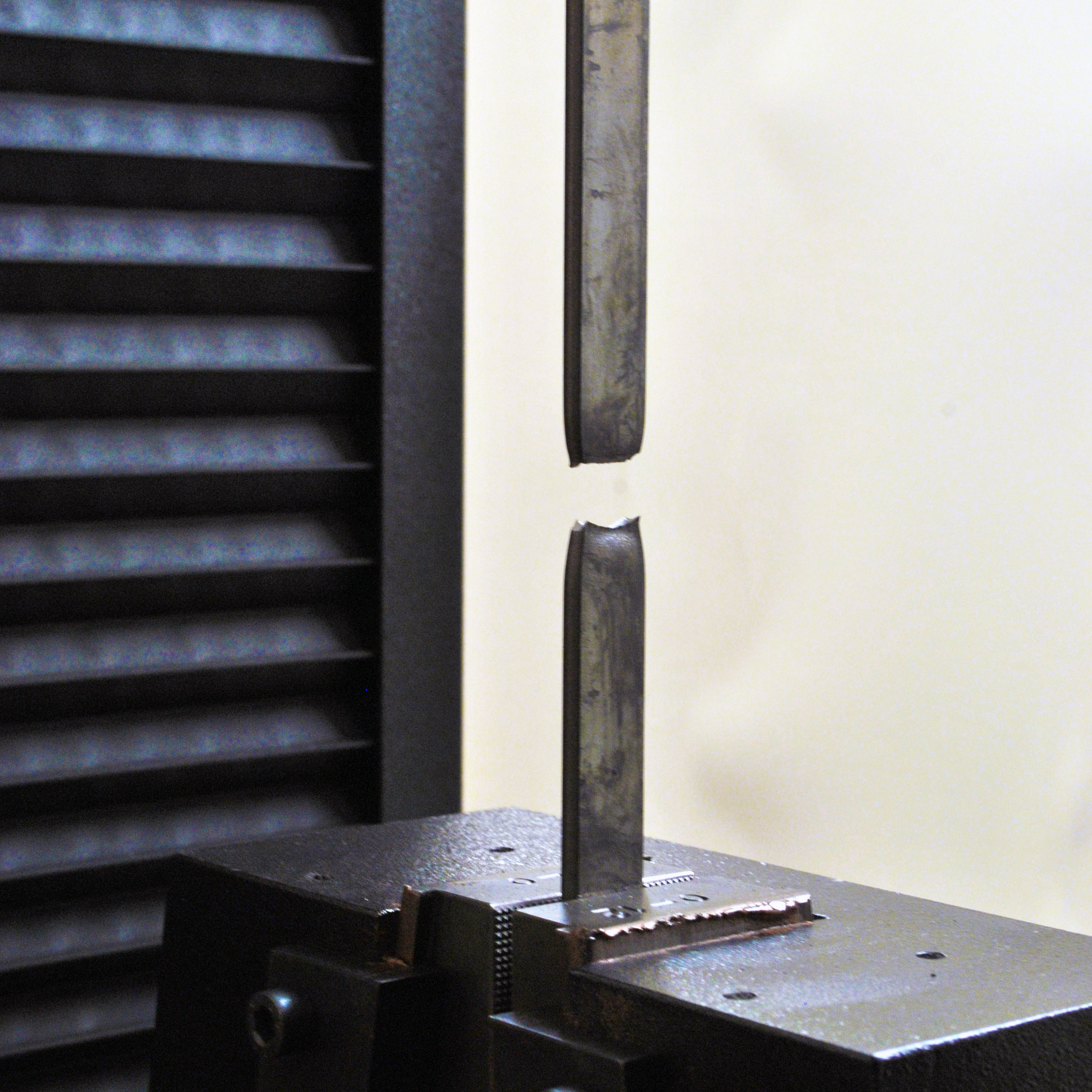
Macchina trazione
Prove meccaniche interne per verificare il comportamento del materiale e la conformità delle proprietà richieste.
Controlli dimensionali e documentali sul materiale in ingresso per verificare la conformità alle specifiche tecniche richieste.
Preventivi e conferme d’ordine vengono gestiti in forma scritta e accompagnati da scheda tecnica dettagliata.
Il sistema informatizzato di gestione delle commesse, integrato con il parco macchine, consente un controllo preciso dell’intero ciclo produttivo.
Misurazione laser in linea, verifiche dimensionali continue e controlli manuali con strumenti di precisione.
Ispezione visiva, verifica di superficie, bordi e rettilineità su ogni bobina al termine del processo produttivo.
Prove meccaniche interne e completa rintracciabilità dei lotti lungo tutte le fasi della produzione.
Di seguito i principali controlli e strumenti utilizzati nel nostro processo qualitativo.
Prove meccaniche interne per verificare il comportamento del materiale e la conformità delle proprietà richieste.

Controlli di durezza eseguiti in laboratorio per supportare la verifica qualitativa e funzionale del prodotto.
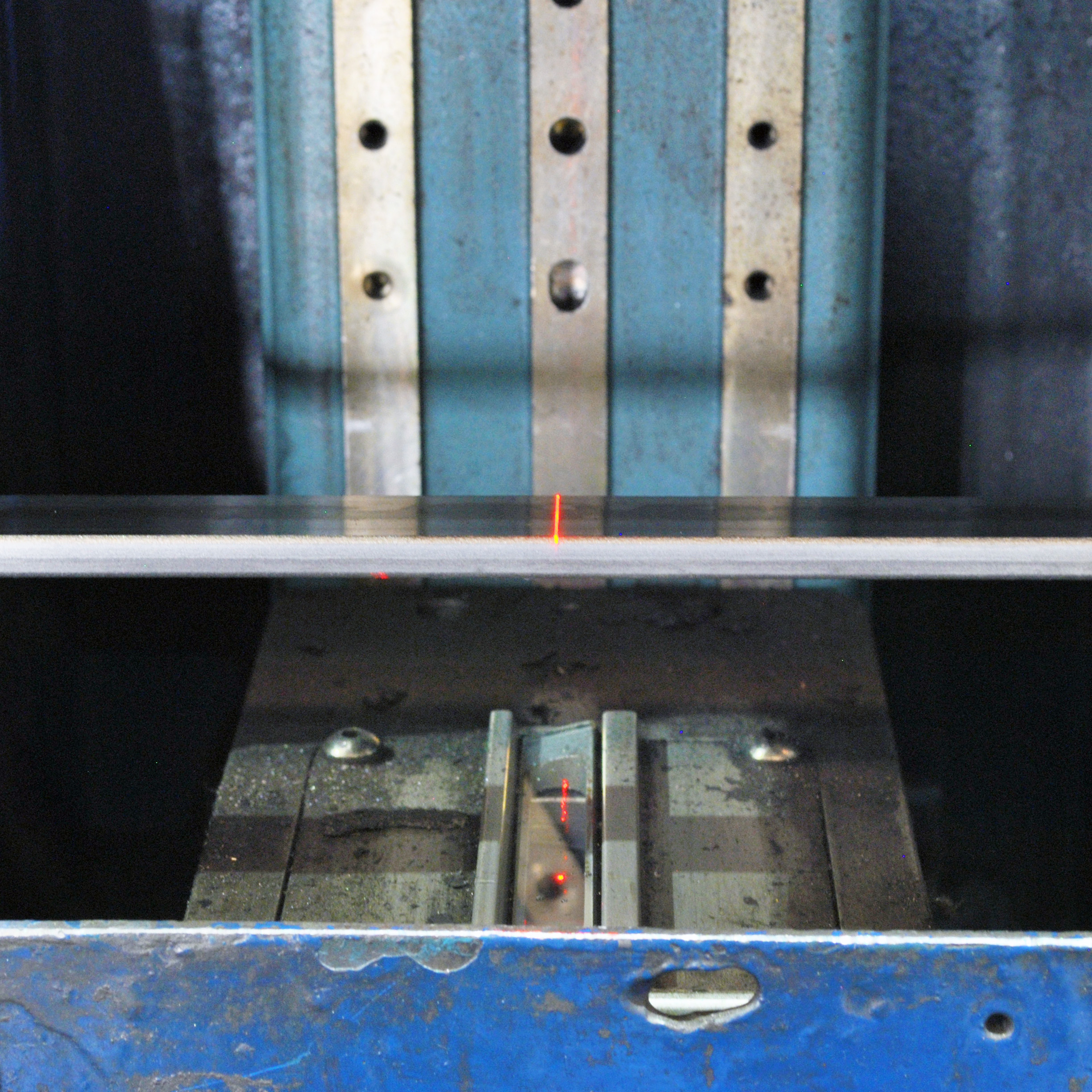
Monitoraggio dimensionale continuo direttamente in produzione, integrato con i laminatoi per un controllo costante del processo.

Verifica finale di superficie, bordi, rettilineità e dimensioni con l’ausilio di calibri, micrometri e controlli visivi dedicati.
Su richiesta del cliente, siamo in grado di fornire diverse tipologie di certificazioni e dichiarazioni di prodotto, in conformità alle normative vigenti e alle esigenze applicative finali.
La laminazione a freddo è un processo di deformazione plastica eseguito a temperatura ambiente, quindi al di sotto della temperatura di ricristallizzazione del metallo. Durante la lavorazione, il materiale viene compresso tra rulli rotanti che ne riducono lo spessore e ne modificano la forma in modo permanente.
Sì. Rispetto al trafilato, il laminato a freddo presenta superfici meno porose, spesso più adatte a trattamenti superficiali di alta qualità. Inoltre il processo produttivo è più flessibile, perché consente di variare le dimensioni del prodotto regolando il laminatoio, senza dover predisporre attrezzature dedicate per ogni formato. Il trafilato garantisce tolleranze dimensionali più ristrette, ma il laminato a freddo risulta spesso più competitivo per flessibilità e costo, soprattutto per sezioni di piccole dimensioni, inferiori ai 200 mm².
In molti casi sì. I nastri rilaminati e bordati rappresentano una valida alternativa al nastro cesoiato quando continuità del materiale e qualità dei bordi sono aspetti fondamentali. Il nastro cesoiato, infatti, può presentare pareti irregolari e spigoli vivi, che incidono sia sulla qualità estetico-funzionale del prodotto sia sulla sicurezza e sulla resa dei trattamenti superficiali.
La laminazione a freddo viene eseguita a temperatura ambiente e consente di ottenere maggiore precisione dimensionale e una finitura più liscia e uniforme. La laminazione a caldo, invece, avviene a temperature elevate, superiori a 1000°C, ed è generalmente più adatta quando si privilegia la lavorabilità del materiale rispetto alla precisione finale e alla qualità superficiale.
La laminazione a freddo è particolarmente indicata quando servono buona precisione, migliore finitura superficiale, maggiore continuità produttiva e una soluzione economicamente competitiva. Per questo viene spesso scelta come alternativa efficace sia al trafilato sia, in determinati casi, al nastro cesoiato tradizionale.
Per richieste legate a certificazioni, documentazione tecnica, prove meccaniche o specifiche particolari di controllo, il nostro ufficio qualità è a disposizione per fornire supporto dedicato.